眞工金属株式会社は、鋳鉄・アルミ鋳物の製造会社、鉄とアルミを同じ工場で製造、多彩な製造法と製品群が特徴。
本社は広島市内、工場は山口県。HPからその製造法と製品例を引用でご紹介します。
眞工金属株式会社
| 会社名 | 眞工金属株式会社 SHINKOH METAL CO.,LTD. |
|---|---|
| 創業 | 1976(昭和51)年11月10日 |
| 代表者 | 代表取締役 木塚 勝典 |
| 事業内容 | 鋳鉄・アルミ鋳物の製造・販売 鋳造品の母型設計製作・販売 各種金属・製缶・板金加工・樹脂製品等の販売 |
試作から量産まで一気通貫対応
自硬性(手込め)での試作ラインから、自動造型機における量産ラインまでを保有していることで、 製品の試作から量産までを一貫して対応できる体制を整備
鋳鉄とアルミを1つの工場で
鋳鉄とアルミ鋳物を一つの工場で生産しているため、
鋳鉄とアルミの接合技術(鋳包み)の対応も可能
素材から加工までの製造対応
型製作から鋳鉄とアルミの素材製作、また機械加工までを
一貫して対応できる体制を整備
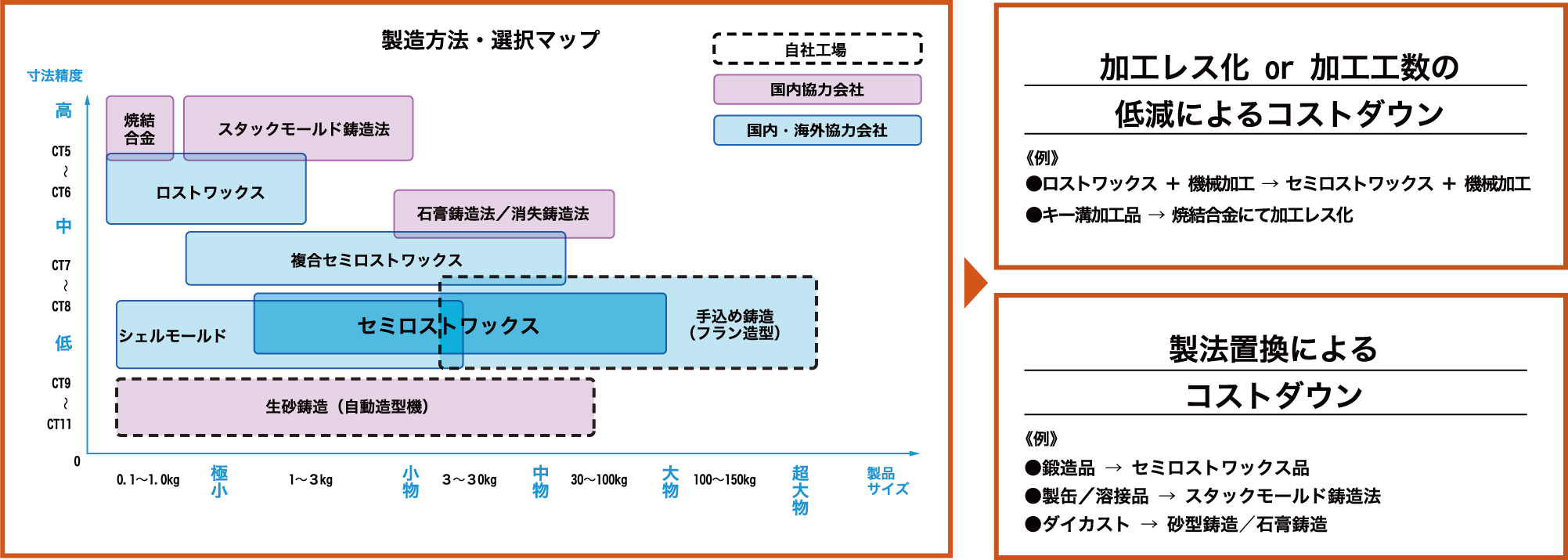
製品サイズや要求精度などの条件によって、さまざまな製造方法でのアプローチが可能です。 幅広い業界における経験と実績があるからこそできる、最適な製造方法をご提案し、コストダウンに貢献します。
ロストワックス・セミロストワックス
ロストワックスとは…
ロストワックスとは、ロウ(ワックス)で原型を作り、その周りを鋳砂やバインダーで覆い固めてから加熱し、ロウを溶かすことで残った空洞が鋳型となり、そこへ高温で溶かした金属を流し込んで製品を作る製法。
【セミロストワックスの特徴について】
■一般的なロストワックスより、寸法精度・鋳肌レベルは劣るが、低コスト・短納期で製作可能
■基本的な製造工程は、ロストワックスとほぼ同じだが、使用するワックスや鋳型シェルなどが安価なものを使用
■製品の精度の位置付けとしては、「 砂型鋳造 < セミロストワックス < ロストワックス 」
■製品サイズは、1㎏~50㎏程度が最適
| 比較項目 | セミロストワックス | ロストワックス |
|---|---|---|
| 寸法公差 | △ (CT8~9級) |
○ (CT6~7級) |
| 鋳肌 | △ | ○ |
| コスト | ○ | △ |
| 重量 | 0.5~60kg | 0.1~2.0kg |
| 取扱い材質 | ①鋳鋼/特殊鋼 : 炭素鋼(SC、 SCW、 SCM)、高クロム ②ステンレス鋳鋼 : SCS13(SUS304)、SCS14(SUS316)、二相ステンレス鋼 ③その他 : 鋳鉄(FC/FCD)、アルミ(AL)、チタン(TI)など ※セミロストワックスは炭素鋼と鋳鉄のみの取扱いとなります。 |
|
◎コストダウンが見込める対象としては…
■ロストワックス製品に機械加工を行っているもの → セミロストワックス + 機械加工へ
■鍛造品、または、砂型鋳鋼品(※鋳鉄品は対象外) → セミロストワックスへ
■ロストワックスまでの寸法精度・面相度がさほど必要ないもの → セミロストワックスへ
※場合によっては、ロストワックスとセミロストワックスの中間的な精度レベルの「複合セミロストワックス」にて検討・提案することもあります。
(例:鋳型シェルの1~3層目をロストワックスの材料にて、4層目以降をセミロストワックスの材料にて)
◎セミロストワックスのコストダウン事例
| 鍛造品 | セミロストワックス + 加工に変更して50%のコストダウン |
|---|
| ロストワックス + 加工 | セミロストワックス + 加工に変更して30%のコストダウン |
|---|

※グループ企業の山形精密鋳造株式会社では、ロストワックス鋳造法による高精度鋳物を製造
METHOD OF CONSTRUCTION_02 スタックモールド鋳造法
スタックモールドとは…
■金型の表裏の面にそれぞれ、製品の形状を型取り、鋳型を何段にも連続させて鋳造する方法
■量産品向けの製法で、ロストワックス並みの寸法精度の鋳鉄品の製造

◎コストダウンが見込める対象としては…
■一般的な砂型鋳造では、砂付きが悪い製品(=製品が薄く、枠内における製品重量が少ないもの)が最適
■500g以下の高精度が要求され、かつ、生産量が多い(500個/LOT以上)もの
■外観を重視する製品や、機械加工の工数を低減させることで、コストダウンが見込めるもの
■生砂型鋳物・ロストワックスとの比較
| 鋳造法 | 寸法公差 | 抜け勾配 | 角R | 面粗度 | 最少肉厚 |
|---|---|---|---|---|---|
| スタックモールド | ± 0.25 | 1° | R0.5 | RZ40~70 | 2.0㎜ |
| 生砂型鋳物 | ± 1.50 | 3° | R2.0 | RZ100~ | 3.0㎜ |
| ロストワックス | ± 0.25 | 0° | R0 | RZ4~20 | 1.0㎜ |
《 寸法公差 》
| 長さの寸法公差 | : | JIS403–1995(CT6級) ●50未満…±0.25 ●50~100…±0.30 ●100以上…±0.40 |
|---|---|---|
| 型ズレ量 | : | MAX±0.15 |
| 抜け勾配 | : | 1°(一部0.5°も可能) |
| 鋳抜き穴径 | : | MIN φ6 |
| 鋳抜き深さ | : | MAX 3D |
| 角R | : | MIN R0.5 |
| 面粗度 | : | RZ40~70 |
《 取扱い材質 》
●FCD450~700
弊社で取り扱っているスタックモールドは、一般的なスタックモールド法と比較して、より高精度な対応が可能となっているものになります。
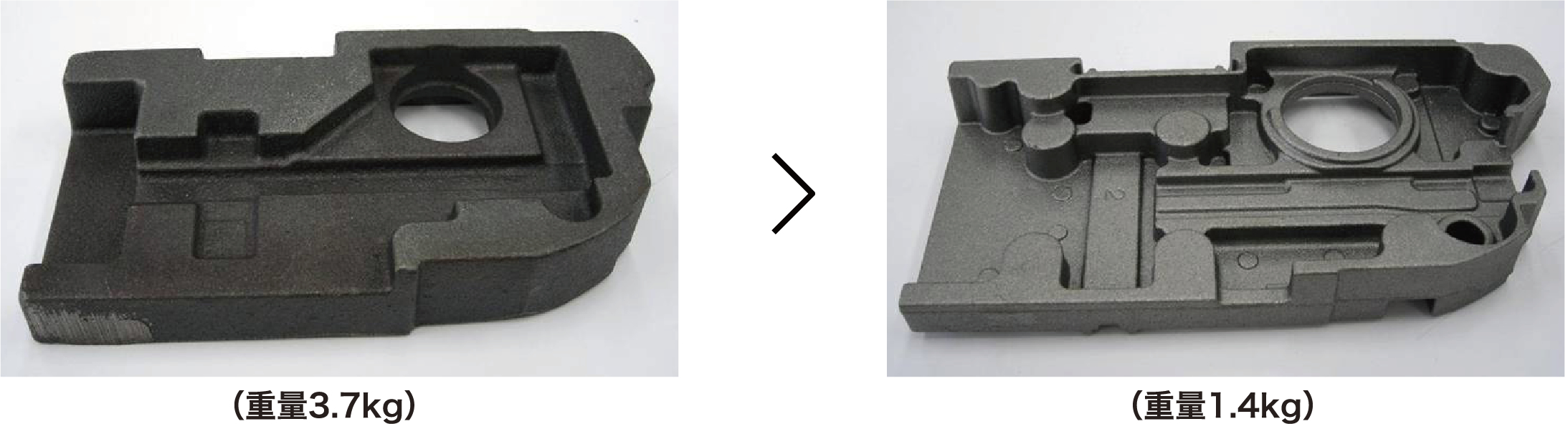
素材重量・加工工数削減
素材重量62%減、加工工数低減に成功した事例
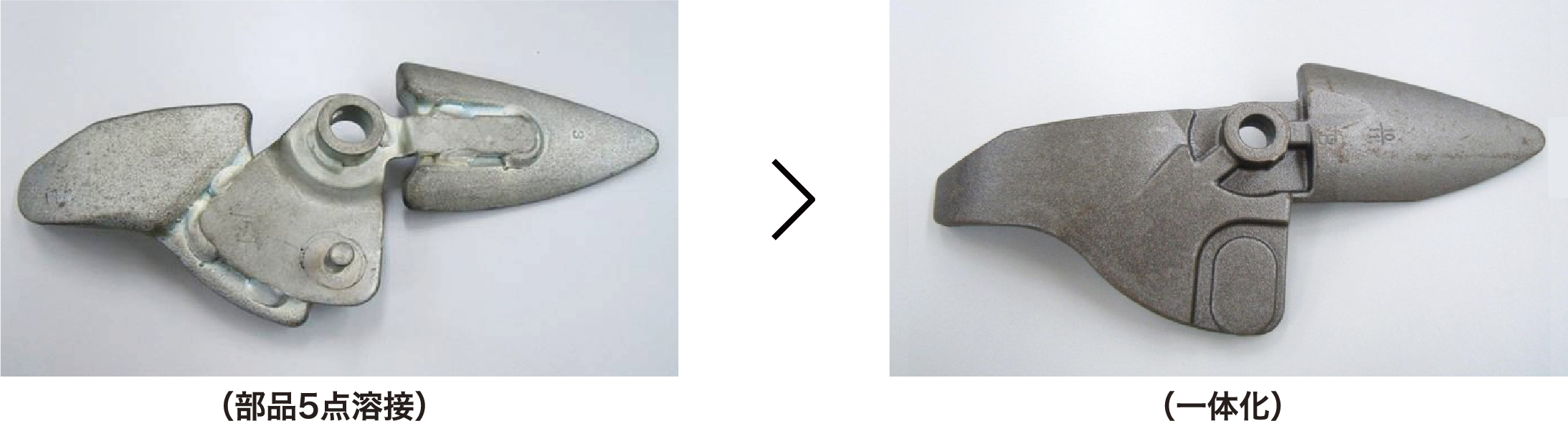
5部品を一体化製造
商品一体化による作業工数・コスト削減事例
METHOD OF CONSTRUCTION_03 石膏鋳造法
石膏鋳造とは…
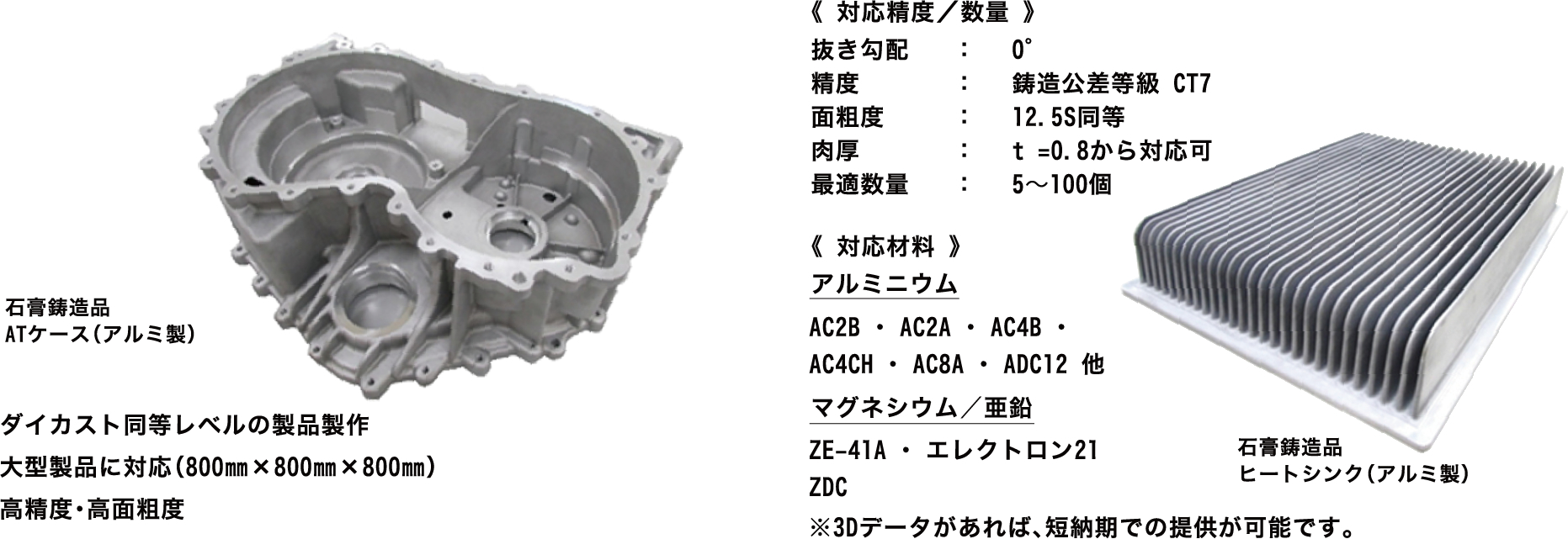
■一般的な砂型鋳造とは異なり、鋳型(砂型)の部分に石膏を用いることで、鋳肌がダイカスト並にきれいに仕上がる鋳造法
■主にアルミダイカスト製品の試作に用いられる例が多く、金型が不要で、短納期/低コストにてダイカスト並の試作品を製作することが可能な製法
石膏鋳造法 製作工程


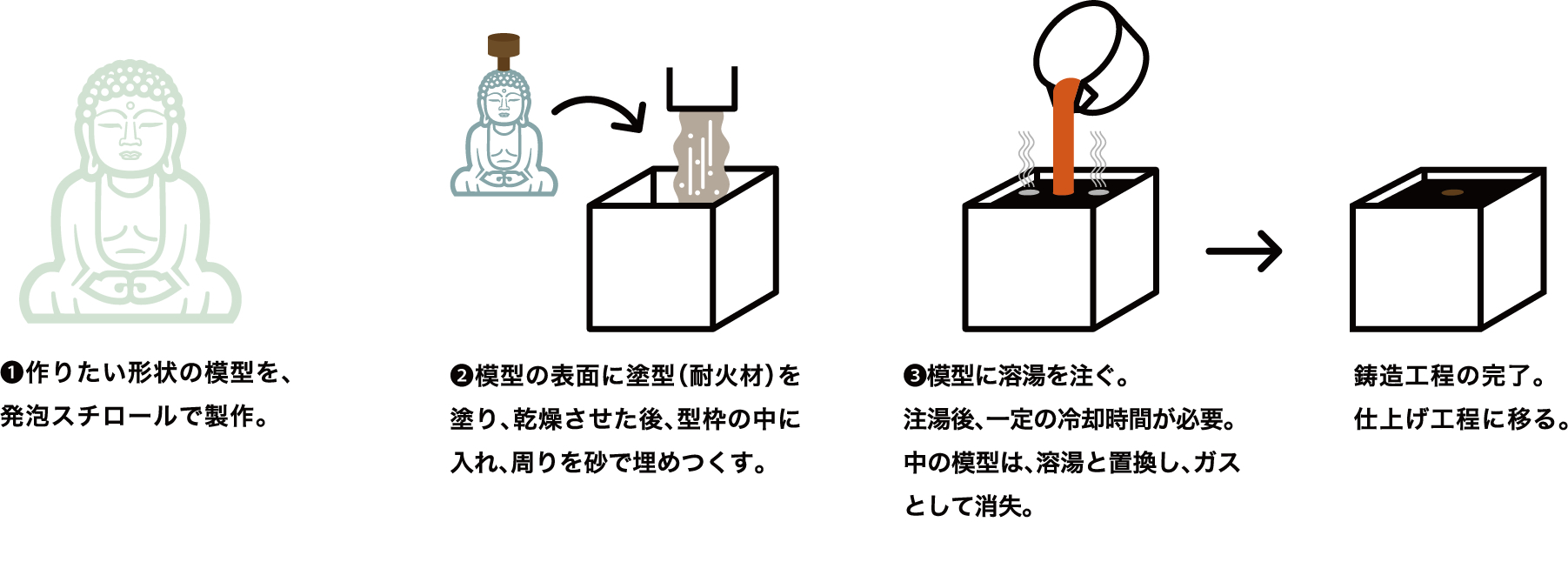
METHOD OF CONSTRUCTION_04 消失鋳造法
(フルモールド法)
消失鋳造とは…
■鋳型(砂型)の中に、製品形状の発泡スチロール(模型)を入れ、注湯することで発泡模型を消失(気化)させ、鋳物を製作する製法
◎適用される対象としては…
■鋳物の母型がなく、かつ、試作対応または補給部品として、鋳物の必要数が少量の際に最適
■一般的には50㎏以上の中~大物鋳物での対応が多く、単純形状の鋳物の方が適している

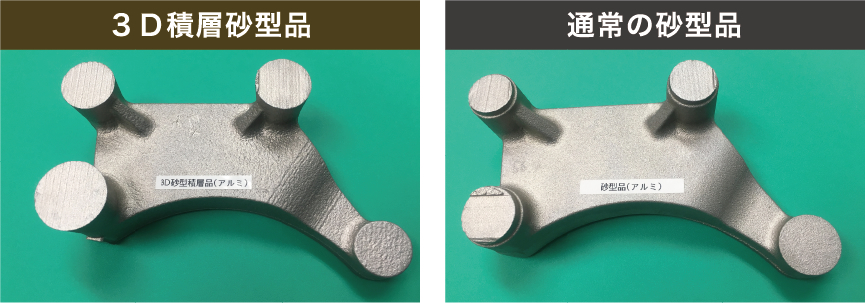
METHOD OF CONSTRUCTION_05 3D積層砂型による鋳造
(3Dプリンター)
3D積層砂型による鋳造とは…
■3Dプリンターにて、鋳造に必要な砂型(鋳型)をダイレクトに成型する製法
■母型(木型・金型)が不要で、短納期かつ複雑形状の鋳物を必要とする場合にはメリットが生まれるもの
納期の目安

《 製造可能な材質例(※自社工場対応時) 》
鋳鉄(FC200~250、FCD450~700)
アルミ(AC2A/2B、 AC4A/4B/4C/4CH、 AC7A、 ADC12 など)
《 製造可能な最大枠サイズ 》
1,800㎜×1,000㎜×700㎜
弊社では、お客様から案件のご相談を頂いた際に、希望納期、価格などの要望に合わせて、母型を製作すべきか、3D積層砂型を用いるべきか、最適な方法をご提案させて頂きます。
従来比較
METHOD OF CONSTRUCTION_06 3D金属積層造型
(3Dプリンター)
3D金属積層とは…
■3Dプリンターにて、3次元CADデータから金属粉末をダイレクトに積層することで、製品そのものを造型する製法
《 製造可能な材質例 》
ステンレス、 チタン、 タングステン、 インコネル、 アルミ など
《 製造可能なサイズ 》
400㎜×450㎜×250㎜
《 寸法精度 》
±3%(参考値)
※まだまだ新しい技術/製法で、一般的な鋳造品との強度的な比較や、この製法での特性など、明確化されていない課題も残ります。その為、試作検証の材料部品や、観賞用・形状確認用としての用途が一般的となります。

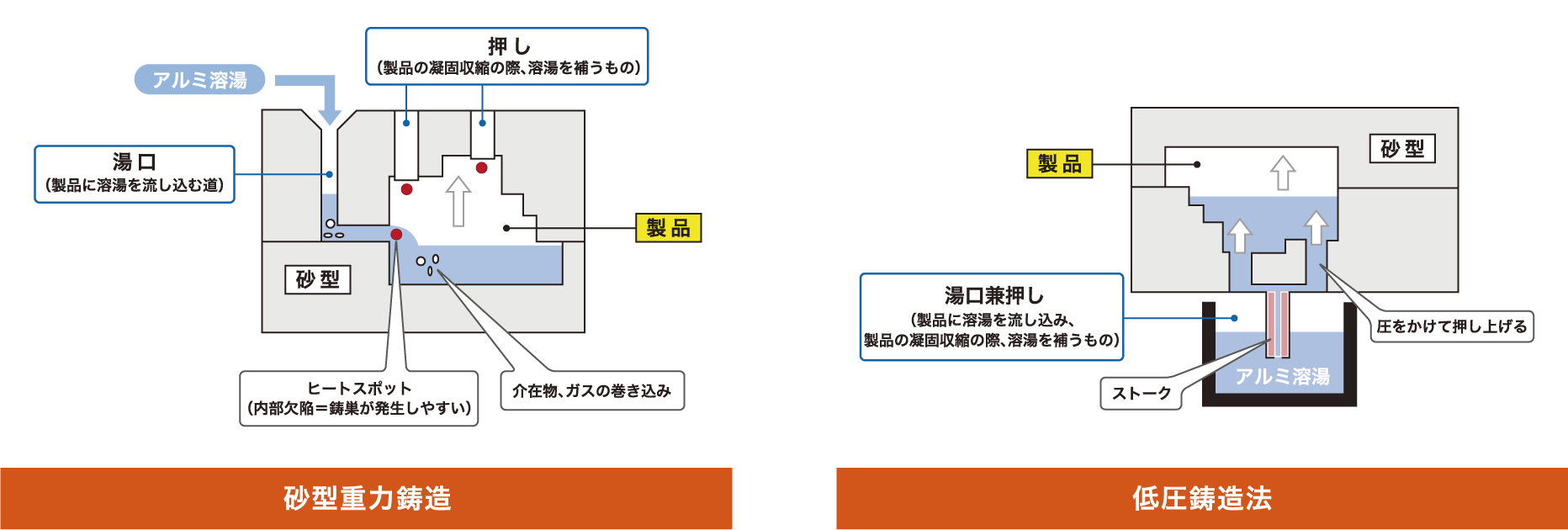
METHOD OF CONSTRUCTION_07 低圧鋳造法
(アルミ)
低圧鋳造法(アルミ)とは…
低圧鋳造法とは、従来の溶湯を上から流し込む方法とは異なり、溶湯を下から充満させることで、空気や介在物の混入を極小化し、欠陥の発生を最小限に抑える鋳造方法です。
低圧鋳造法を選択する対象品としては、鋳巣の発生が止められない難形状の製品や、鋳巣にともなう加工損失が大きい製品などが最適で効果的です。
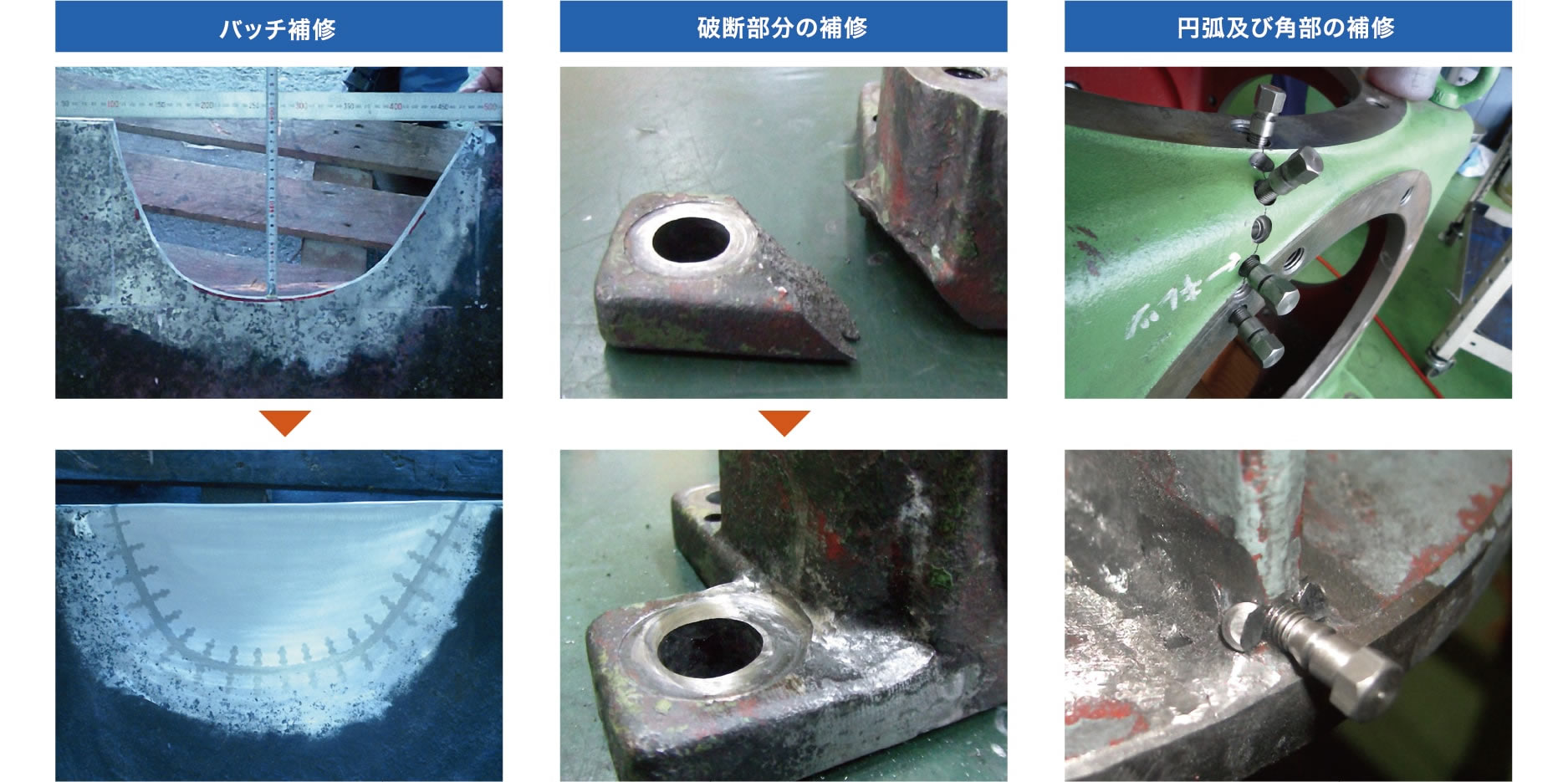
METHOD OF CONSTRUCTION_08 MS(メカニカルスティッチ)工法
(補修工法)
MS(メカニカルスティッチ)工法とは…
■金属の亀裂や破損が生じた箇所に、特殊ボルトを埋め込むことで補修する工法
■火気の不使用、熱を加えないことの他、現場での作業ができる為、大型設備や船舶の補修なども可能

《 特徴 》
■熱による硬化と残留応力が皆無
■2次元損傷をなくす
■安定した品質の維持
→ 治具などで、統合されたシステム補修である
→ ノウハウ・経験・実績の積み重ね
■短期間での施工完了
→ 設備機器の稼働率を大幅に低下させることがない
■安全と環境面で優位
→ 火を使用しないため、他の設備機器の稼働効率低下や環境面への影響がない
材質・製法・製品の実績例
