地球環境問題の解決のために自動車の軽量化は大きな課題となっています.従来から適用されているアルミニウム合金ダイカスト部品を軽量化するためには,高強度化と薄肉化が重要となります.もともとダイカストという工法は薄肉製品を得意とする工法ですが,さらに薄肉化しようとすると,様々な問題が出てきます.
まず,溶湯充填時に溶湯が冷却されやすくなるために,湯回り不良を起こす可能性が高くなります.また,壁面などは製品強度が確保できれば薄肉化は可能ですが,ボス部などの薄肉化ができない部位が薄肉部の中に存在することによって,ひけ巣などの内部欠陥が集中することが考えられます.さらに,凝固時やイジェクト時の高温強度の低下により,割れを生じることが懸念されます.寸法精度の問題も出てきます.
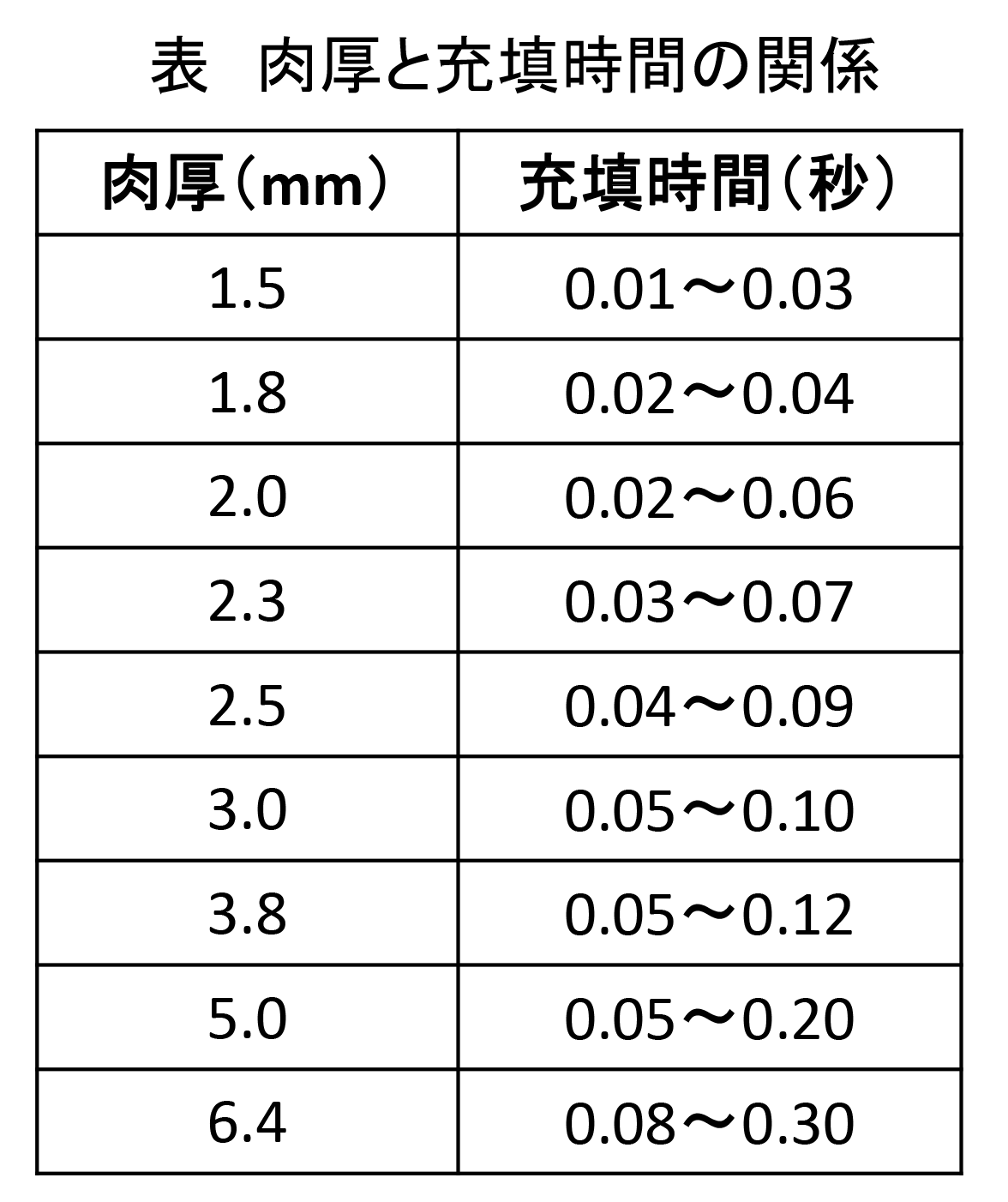
湯回り不良を防止するためには,溶湯が凝固を始める前に充填させる必要があります.表に肉厚と充填時間の関係(日本ダイカスト協会編:「ダイカスト技能者ハンドブック」(2012))を示します.この時間内に充填させるためにできる限り充填距離の短い鋳造方案にしたり,射出速度を上げたりします.あまり射出速度を上げると金型との焼き付きが生じやすくなるので,注意が必要です.
厚肉部のひけ巣を防止するためには,凝固過程における溶湯補給性を確保することが重要になります.薄肉部と厚肉部が混在したような形状の場合は,薄肉部が先に凝固するために厚肉部への溶湯補給ができなくなります.薄肉部へのリブの追加などを行うことにより溶湯補給性を上げるといったことも有効な方策になります.リブの追加は湯流れ性の改善や高温時の強度向上にもつながります.
薄肉のダイカストを成立させるためには,鋳造方案や条件の検討だけではなく,製品形状の適正化も重要になりますので,設計者と生産者がよく検討することが必要です.
(『鋳造工学』88巻8号掲載)