鋳鋼, 鋳鉄について, 液相線温度よりどれくらい高い温度から鋳込むのが適当ですか.また, 鋳込み温度を液相線直上の温度から高くして行くと, 組織はどう変化していくのですか.
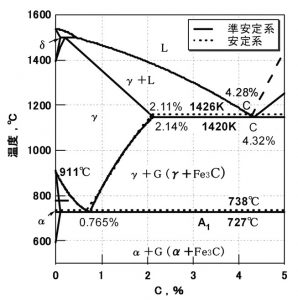
下にFe-Cの状態図を示します. 例えば, 共晶成分を狙う球状黒鉛鋳鉄の場合は, 大物では1153℃より100℃高い1250±30℃付近を狙います. 小物では, 湯流れ等の関係から液相線より250℃高い1400±30℃程度が多いようです. CEL=3.5のFC300では, 液相線が約1250℃なので大物では100℃高い1350±30℃, 小物では150℃高い1400±30℃程度になります. 鋳鋼ではC0.5%の液相線が1500℃なので, 1600±30℃程度で鋳込むことになります. 鋳込み温度は製品の形状や肉厚などによっても当然変化しますが, 大物では液相線+100℃, 小物では液相線+150℃が基本になります.
鋳込み温度を液相線直上の温度から高くして行くと、凝固に要する時間が長くなるので, 組織は粗くなります. FC材では共晶セル数が減少しデンドライトが目立つようになり, FCD材では黒鉛粒数が減少し黒鉛が粗大化します. また, 鋳込み温度を上げると, 焼付き・ガス欠陥・ひけ巣などが多くなるので, コスト的にも湯回り不良が起こらない範囲で鋳込み温度を下げることが重要になります.
湯回り不良の原因は, 溶湯の酸化等による懸濁物の増加や湯の荒れ等種々の原因が考えられるため, 安易に鋳込み温度を上げないように真の原因を把握して湯回り不良対策をすることが重要になります.
(「鋳造工学」93巻10号掲載)
