高真空ダイカスト製品ですがT6熱処理後ブリスター不良が10%以上あります.原因は何が大きいでしょうか?製品内部のガスは窒素と水素が50/50ほどあります.低速速度や高速速度はどのくらいがいいのでしょうか?真空引きのタイミングや理想の真空度も教えてください
普通ダイカストは,製品内のガス量が10~50mL/100gAl程度あるといわれております.品田ら(品田他,鋳物61(1989)920)によると,製品部のガス量は30mL/100gAl程度で,その内訳は図1に示すように,水素ガス,メタンガス,窒素ガスがそれぞれ,16.8%,1.3%,91.9%を占めます.水素ガス(一部溶湯中に溶解)及びメタンガスはプランジャーチップ潤滑剤(以後,チップ潤滑剤)あるいは離型剤の分解ガスと考えられています.高真空ダイカストでは,射出スリーブ内,ランナー内,金型キャビティの空気は,金型外に排気されます.しかし,チップ潤滑剤や離型剤の分解ガスは遅れて発生するため,真空排気されにくいものと考えられます.したがって,高真空ダイカストのブリスター不良は未排気の窒素ガス及びチップ潤滑剤及び離型剤の分解ガスによるものと考えられます.これを確認するためにはガス分析を行う必要があるかと思います.低速速度は,チップ前進時に溶湯内にガスを巻き込まないように0.3m/s程度がよいとされます.高速速度については,充填時間との関係で考慮される必要があります.また,真空引きはできる限り早くする方が真空度は高くなりますので,チップとスリーブの間のシールが十分であれば,チップが給湯口を塞いだ段階で真空引きするとよいと思います.真空度はできる限り低い方がいいのですが,5kPaあるいは10kPa以下がよいといわれています.
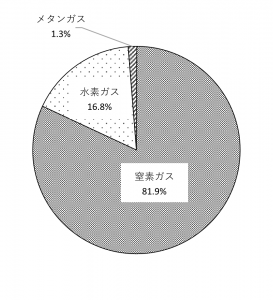
図1 普通ダイカストのガス量の例
(『鋳造工学』95巻1号掲載)
