最近の鋳造機は射出波形が見られるようになっていますが,波形はどのように活用したらよいのでしょうか
ダイカストマシンに表示される波形により,普段見ることのできない鋳造中のスリーブ・金型内の様子を確認することができます.この金型内部の様子 は,異常がない時は特に使用しませんが,不良が起きた際に何故不良になったかの原因やプロセスを見つける時に活用できます.下図に射出波形の一例を表しま す.
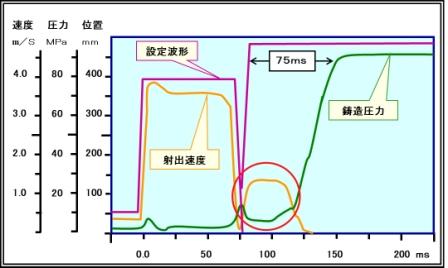
図の波形は高速からの波形で,射出速度・鋳造圧力・設定波形が描かれています.この波形で注目したいのが丸で囲った充填直後の圧力波形です.本来 であれば,設定波形のようにすぐ昇圧するところ,しばらく10MPa辺りで低迷し設定より75msも遅れて昇圧しています.
この状態ですと溶湯が凝固して から設定圧に到達する可能性が高く鋳造圧力は製品全体に届きません.その結果,鋳巣が大量に残ってしまい不良となります.また,更に詳しく波形を見ると圧 力が低迷していると同時に射出速度が上がっていることから二次充填を起こし,それが昇圧遅れの原因ということがわかります.
このように問題のメカニズムが解れば対策を講じることができます.この例では,鋳ばり対策やオーバーフローを減らすなどの対策により鋳巣を改善できることが予測できます.ここで射出波形が無いとどうなるでしょうか.
製品だけで確認すると内部品質が悪くなったという情報しか得られず何故悪くなったのかを特定できません.そのためどのような対策を取ればいいのか 解らず見当違いな方法を取る可能性もあります(例:内部品質が悪いと鋳造圧力を上げがち.
しかし今回の場合は昇圧時間が問題であり,鋳造圧力を上げても解 決できないどころか金型負担を増やし型寿命が短くなってしまう).これ以外にも射出速度が設定よりも低くなる原因や,理論的にではなく実鋳造時の高速切替 位置がゲート前・後どちらなのかも射出波形で確認できます.
このように不良対策のための原因究明には無くてはならない,それが射出波形です.
